.png)
-
수신전용
-
TEL
-
FAX
-

-
.png)
수신전용
TEL
FAX
공업 프로세스에 있어서 온도, 압력, 유량 등의 프로세스량을 소정의 소정의 값으로 유지하는 것을 「제어한다(조절한다)」라고 하며, 이 상태를 자동적으로 연속적으로 유지하는 시스템을 자동 제어계로 부릅니다.
제어의 목적은 목표값에 측정값을 일치시킴으로써, 자동 제어에서는 검출부(온도 센서 등)·조절부(조절계)·조작부(전자 개폐기 등)를 조합하여 제어를 자동적으로 실시 합니다.
이 움직임을 블록도로 그리면 아래와 같이 됩니다.
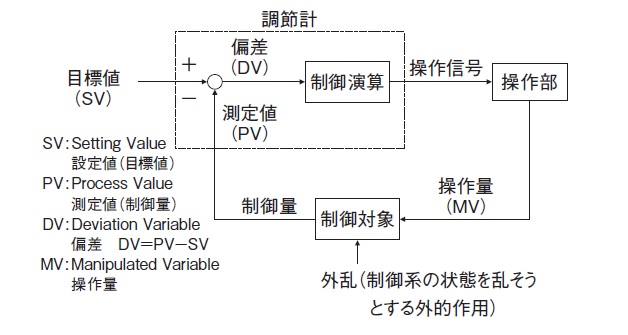
제어 대상에 조작을 더한 결과를 다시 조정부에 되돌리고, 목표치에 설정치를 일치시키는 동작을 반복하는 루프를 만들고 있습니다.
이러한 루프를 피드백 루프라고 하며, 피드백 루프에 의한 제어를 피드백 제어라고 합니다.
피드백 제어는 제어의 기본이라고 할 수 있으며 많은 제어에 사용됩니다.
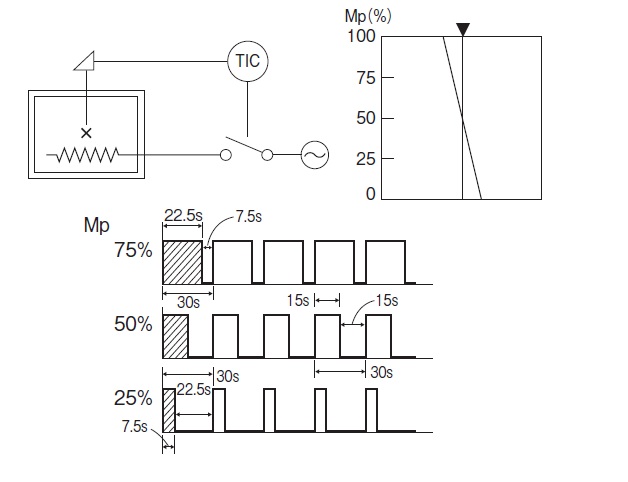
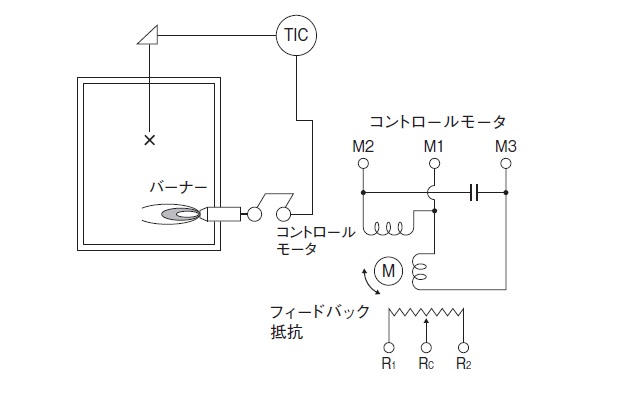
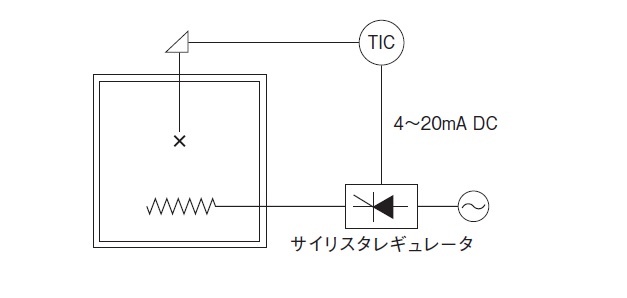
기본적인 피드백 제어의 구성 예인 전기로의 온도 제어 루프는 다음과 같습니다.
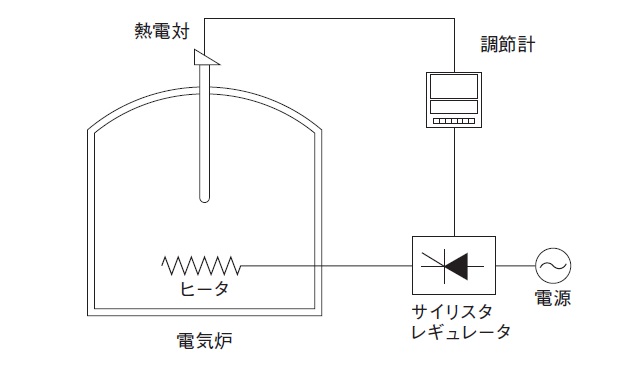
조절계로부터의 신호로 조작단의 스위치를 온 오프(온/오프) 함으로써 히터에 간헐적으로 전기를 흘려서 온도를 제어합니다.
이러한 제어를 온 / 오프 제어라고합니다.
전원의 온 오프에 의한 온도 제어에서는 응답의 지연에 의해 목표치 근처에서 온도가 진동하는 경우가 있습니다.
이러한 주기적인 변화를 사이클링이라고 합니다.
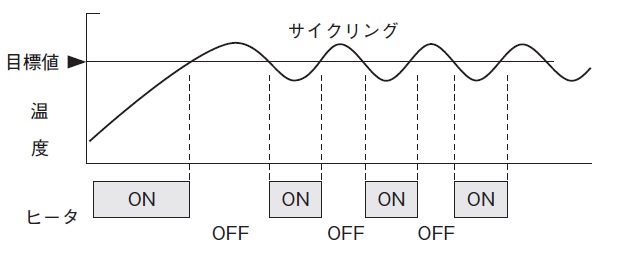
온 / 오프 제어에서는 피드백 루프의 응답 지연으로 인해 제어 결과가 사이클링되었습니다.
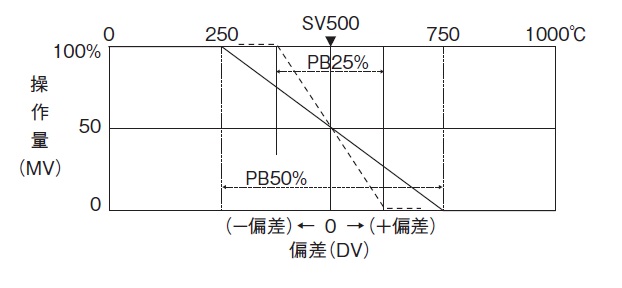
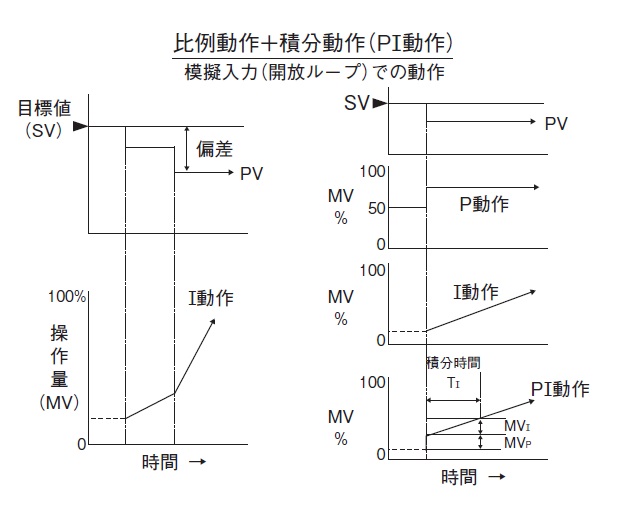
그래서 사이클링이 없는 안정된 제어를 할 수 있도록 목표값 앞에서 조작량을 조정하면서 목표값에 접근하는 방법으로 제어 편차에 비례한 조작량을 출력하는 제어 방식입니다.
조작량을 0~100% 변화시키는데 필요한 제어량 변화폭을 비례대(%)라고 합니다.
일반적으로 제어 편차 0일 때 조작 출력 50%로 조정됩니다.
제어편차가 일정해도 비례대의 크기에 따라 조작출력이 달라 비례대가 작을수록 출력변화는 크고 비례대가 0%일 때 2위치식 동작과 같아집니다
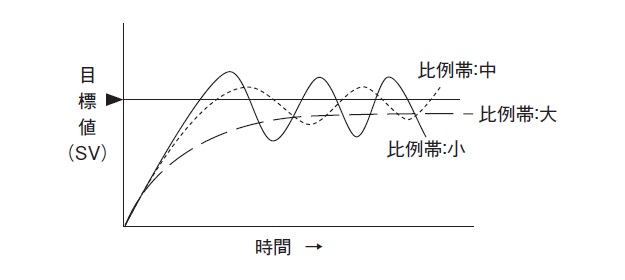
비례 동작은 제어 편차와 조작 출력이 일의적으로 설정되므로 일반적으로 설정 온도와 평형 온도가 일치하지 않고 편차가 발생합니다.
이 편차를 오프셋이라고 합니다.
동일 프로세스에서는 비례대가 작을수록 오프셋도 작아집니다.
PID 조절계는 접속하는 조작단의 종류에 따라 출력 형태를 4종류 준비하고 있습니다.